[VIP第1年] 指数:3
[VIP第1年] 指数:3
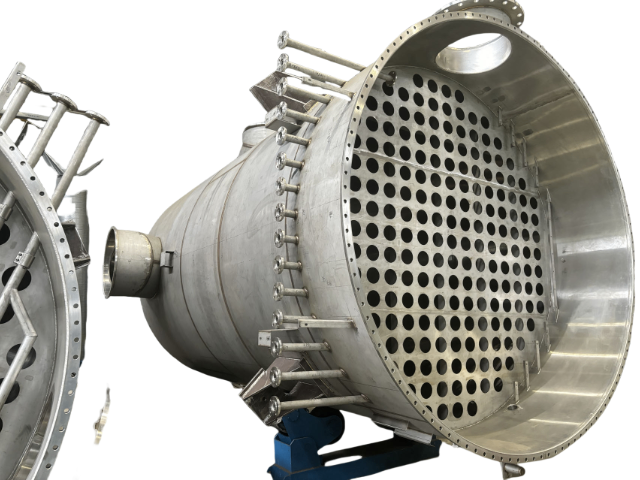
各种压力容器分类:(1)按承受压力的等级分为:低压容器、中压容器、高压容器和超高压容器。(2)按盛装介质分为:非易燃、无毒;易燃或有毒;剧毒。(3)按工艺过程中的作用不同分为:①反应容器:用于完成介质的物理、化学反应的容器。②换热容器:用于完成介质的热量交换的容器。③分离容器:用于完成介质的质量交换、气体净化、固、液、气分离的容器。④贮运容器:用于盛装液体或气体物料、贮运介质或对压力起平衡缓冲作用的容器。压力容器按在生产工艺过程中的作用原理,分为反应压力容器、换热压力容器、分离压力容器、储存压力容器。压力容器的内部压力超过允许范围可能导致爆裂事故发生。深圳防腐蚀压力容器制造商

技术条件:1)使用条件比较苛刻。压力容器不但承受着大小不同的压力载荷(在一般情况下还是脉动载荷)和其他载荷,而且有的还是在高温或深冷的条件下运行,工作介质又往往具有腐蚀性,工况环境比较恶劣。2)容易超负荷。容器内的压力常常会因操作失误或发生异常反应而迅速升高,而且往往在尚未发现的情况下,容器即已破裂。3)局部应力比较复杂。例如,在容器开孔周围及其他结构不连续处,常会因过高的局部应力和反复的加载卸载而造成疲劳破裂。4)常隐藏有严重缺陷。焊接或锻制的容器,常会在制造时留下微小裂纹等严重缺陷,这些缺陷若在运行中不断扩大,或在适当的条件(如使用温度、工作介质性质等)下都会使容器突然破裂。北京快开门式压力容器供应试压是压力容器制造完成后的重要步骤,确保其在投入使用前具备良好的密封性。

制造工艺:1、压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。2、不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。
按生产工艺过程中作用原理分类:分为反应、换热、分离、储存四类,其中反应容器安全性要求较高,因其在进行物理、化学反应时,可能造成压力、温度的变化。此外,尚有如下一些常见的分类方法:1按形状分类,如圆筒形、球形、组合型(前者均为回转壳体)以及方形、矩形等;2按筒体结构分为整体式、组合式。3按制造方法分为焊接(较为普通)锻造(主要用于超高压)、铸造(主要优点是方便制造,但因其质量问题需加大安全系数,多用于小型、低压)。压力容器的操作手册中应包含详细的操作流程、紧急处理措施等信息。

压力容器分类,压力容器具有多种分类方式,按照不同的方法可根据制造方式、材料、壁厚、设计压力、设计温度、形状、承压方式、使用中工艺过程的作用原理和使用方式将压力容器分为九类。按照使用中工艺过程的作用原理可将压力容器分为反应容器、换热容器、分离容器和储存容器四类。20世纪80年代初,原劳动部率先在兰州石油化工机器厂进行了压力容器质量控制体系的检查验收并颁发了头一张制造许可证以后,各地的压力容器取证工作如雨后春笋般地发展起来,加上《锅炉压力容器安全监察暂行条例》和《压力容器安全监察规程》的颁布,使压力容器制造业逐步地走上规范化轨道,产品制造质量得到了很大的提高。与此同时,许多制造厂引进了大量国外先进的工艺装备、检测仪器,使制造能力和水平有了一个飞跃的发展。常见的压力容器检测方法包括超声波检测、射线检测和氦气检漏等,以确保其安全。北京快开门式压力容器供应
压力容器的温度和压力监测系统可以帮助及时发现异常情况。深圳防腐蚀压力容器制造商
安全监察的分类,《固定式压力容器安全技术监察规程》将其监察范围内的容器根据危险程度划分为Ⅰ类、Ⅱ类、Ⅲ类(分别等同于《特种设备目录》中的头一类压力容器、第二类压力容器、第三类压力容器),其中第Ⅲ类压力容器危险性较大,故要求较严格。类别划分的方法是,首先根据介质特性,确定介质分组,选择类别划分图,再利用设计压力p(单位MPa)和容积V(单位L)值在类别划分图上标出坐标点,确定压力容器类别。这种分类方法,强化危险性原则,从风险控制的理念上对压力容器进行分类监管,突出本质安全思想。深圳防腐蚀压力容器制造商
文章来源地址: http://nengyuan.m.chanpin818.com/sysb/shylrq/deta_23734757.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。